Related Terms
ดำเนินกิจการธุรกิจในด้านวิศวกรรม บริการรับออกแบบงานโครงการ โดยมีความเชี่ยวชาญเกี่ยวกับโรงงานอุตสาหกรรมอาหารเครื่องสำอางและยาทุกชนิดรวมถึง สินค้าอุปโภค ที่ต้องการการออกแบบที่เป็น Hygienic Design ( การออกแบบค้านความปลอดภัย ทางสุขลักษณะ) โดยการออกแบบและติดตั้งเครื่องมือ ตามมาตราฐาน 3A,EHEDG,HACCP โดยวิศวกรรมที่มีประสบการณ์ การทำงานมากกว่า20ปี

EngiSoul Co., Ltd.
119/90, SAIMAI RD. SAIMAI, SAIMAI, BANGKOK 10220 Tel : 02-8171561-3, FAX : 02-8171561-3 #8 Mobile: 086-319-5907


Alfa Laval provides the widest range of hygienic products and accessories in the world. Designed for superior safety, efficiency
and cleanliness, they ensure careful product handling in the
food, dairy, beverage, biotech, pharmaceutical and personal
care industries.
Our pumps, heat exchangers, valves, automation, tank equipment
and installation material offer solutions for all process stages – and
almost certainly the solution you need.
This brochure introduces our quality pumps for hygienic applications.
For complete technical details and product specification, please
contact your local Alfa Laval supplier or visit us at http://www.alfalaval.com
Centrifugal pumps
Alfa Laval’s centrifugal pumps are built to perform in
all areas – from process quality to overall energy
efficiency. In addition to gentle product handling and
a wide range of hygienic features, they provide a
long and trouble-free service life that ensures low
cost of ownership
Our centrifugal pump series can be divided into two
categories, premium and standard-duty.
The first category comprises our various LKH
series, which handle even specialized needs such
as multistage, high-pressure, self-priming and highpurity
applications. The second focuses on cost
efficiency and includes our value-optimized SolidC
pump series.
Gentle product
treatment
Our centrifugal pumps are
renowned for their ability to
move products gently and
efficiently. The integrity of
your product is assured,
regardless whether you
choose a premium or
standard-duty model.
Advanced
hygienic design
With emphasis on features
such as optimized internal
geometry and profiled
o-rings, our centrifugal
pumps are suitable for
Cleaning In Place (CIP) and
offer exceptional levels of
hygiene. All have been
tested in accordance with
EHEDG requirements and
many are authorized to
carry the 3A symbol.
Advanced seal
design
Our LKH premium pumps
(models 5-60) and our
SolidC standard-duty pumps
share the same mechanical
shaft seal, which simplifies
maintenance and spare
parts inventory. Combined
with the quick and easy
front-loading design, this
reduces maintenance
costs, increases uptime
and reduces the cost of
ownership.
Easy seal
conversion
The external design of our
centrifugal pumps, as well
as the seal’s construction,
is designed to make seal
conversion as fast and as
simple as possible.
Our premium LKH pumps
can be converted from
single to flushed or doublemechanical
seals, while
our standard-duty SolidC
pumps can be converted
from single to flushed
shaft seals.
Computer-designed
impellers
Our centrifugal pump impellers
are computer-designed
and hydraulically balanced
for optimum performance.
Both the impellers and their
retaining screws (optional)
are smooth, which keeps
them from accumulating
product and makes
cleaning more effective.
Efficient performance Our centrifugal pumps consume less power and exhibit low noise levels. In addition, they minimize the risk of cavitation thanks to low NPSH requirements.
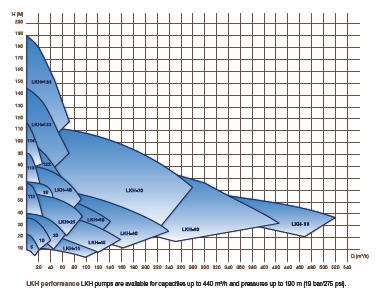
Premium pumps
Quiet but rugged, Alfa Laval’s LKH series of centrifugal pumps are the ultimate solution for gentle and efficient product handling. Through a combination of enlarged inlets and advanced impeller design, they offer an unobstructed product flow and very low NPSH requirements. LKH pumps are designed for Cleaning In Place (CIP). Polished models are USDA approved and exceed 3A standards, so you can always be sure of the greatest possible hygiene. LKH pumps are available in capacities of up to 440 m3/h and pressures of up to 190 m (19 bar), with different versions are available for specific applications

LKHSP
Pumps in the LKHSP series are self-priming,
which means they can be used to pump products
containing air or gas. This makes them ideal as
return pumps in CIP systems, as well as for emptying
tanks. LKHSP pumps feature a tank, a non-return
valve (normally closed) on the inlet side, a tee and a
non-return valve (normally open) on the bypass line.

LKH-UltraPure
LKH-UltraPure pumps are high-purity models that
meet specifications for water-for-injection (WFI) and
other demanding applications. Authorized to carry
the 3A symbol, they are suitable for both CIP and
Sterilization In Place (SIP), as well as manual cleaning.
LKH-UltraPure pumps are also available with a 0.5
μm (150 grit) finish, 3.1 certification and a flushed
seal kit.
LKHP-High Pressure
Pumps in the LKHP-High Pressure series feature a
reinforced pump casing and backplate, as well as highpressure
internal seals and multiple heavy-duty studs.
This lets them handle inlet pressures as high as 40 bar
(600 PSI), making them ideal for nanofiltration and
reverse osmosis filtration. Their seals can be removed in
a matter of seconds, without removal of the back plate

LKH-High Multistage
Designed to 3A standards and available in two-, threeor
four-stage models, LKH-Multistage pumps save space
and energy by replacing up to three booster pumps in a
line. Used primarily in high-pressure applications with low
capacity, they withstand system pressures up to 40 bar
(600 PSI) and deliver boost pressures up to 19 bar (275 Psi).
This makes them suitable for both reverse osmosis and
ultrafiltration..

Standard-duty pumps
Alfa Laval’s standard-duty centrifugal pumps are designed to offer high value for money. In addition to gentle product handling and efficient operation, they offer high reliability and possibilities for swift and easy maintenance The highlight of our standard-duty pumps is the SolidC series, which combines a practical, osteffective design with certain characteristics of our premium LKH centrifugal pumps

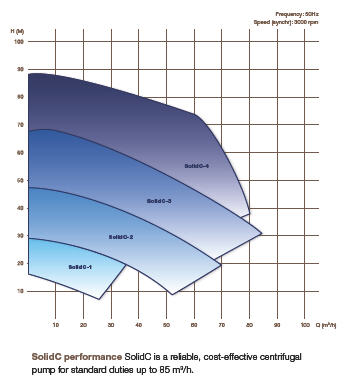
SolidC
The SolidC pump series is a reliable and cost-effective
solution for simple transport duties up to 85 m3/h.
It utilizes the same mechanical shaft seal found in our
LKH series, which is front-loaded and easily replaced
without removing the backplate. SolidC pumps are
available in four sizes and comply with 3A, CE and
GM Centrifugal Pump
The GM centrifugal pump series is a value-focused alternative for industries in which acid-resistant steel is required. GM pumps are specifically designed to handle simple applications at low capacities , which makes them a cost-effective solution.
Liquid ring pumps
Liquid ring pumps are an ideal solution when gases are contained in the process medium. Because the pumps are self-priming when the casing is half filled with fluid, they are capable of pumping from a suction line that is partly filled with air or other gases. Alfa Laval’s liquid ring pumps are specially developed for use in food, chemical and pharmaceutical industries, where they are often used as return
pumps in Cleaning-In-Place (CIP) systems. Through its simplicity of esign, the MR series of liquid ring pumps combines high efficiency with low
Through its simplicity of esign, the MR series of liquid ring pumps combines high efficiency with low
maintenance. The impeller is cast with straight, radial vanes and is fixed onto a pump shaft within a covered pump casing. A standard electric motor is used to drive the MR pump head.
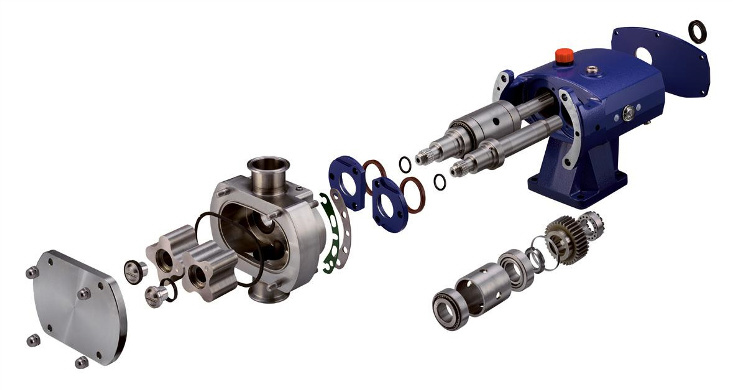
Rotary lobe pumps
Suitable for low, medium and high-viscosity media, Alfa Laval rotary lobe pumps are the fulfilment of more than 50 years of commitment to rotary lobe pump technology. Their gentle pumping action and reliable performance are the result of continuous development, which is based upon years of experience and carried out at our advanced production and R&D facilities.
Our rotary lobe pump portfolio comprises three ranges: SX, SRU and OptiLobe. Each of these is robustly constructed and offers Alfa Laval’s high standards of uality and reliability, and each is positioned for a different type of demand. Collectively, they provide operating economy and high flexibility of use.
Gentle, hygienic design
With their high-precision
rotors and low-shear
operation, our rotary lobe
pumps ensure the gentle
movement of delicate
products. The pumps offer
a number of features that
maximize cleanability, and
their construction provides
compliance with the world’s
leading hygienic standards.
Modular pump design
Our rotary lobe pumps
feature a modular construction.
This design
feature increases flexibility
and reduces spare parts
inventory.
Universal mounting
To allow high flexibility
when fitting the pump into
a production line, all of our
rotary lobe pumps can be
mounted in either a vertical
or horizontal port position
(with the exception of the
larger SX models).
Improved drainability
All of our rotary lobe pumps
can be drained easily when
mounted in vertical port
position. In the case of our
OptiLobe and SX pumps,
cusps are retained in
vertical configurations for
greater efficiency.
Easy seal retrofit
The seals of our rotary
lobe pumps are designed
for quick and simple upgrading.
Our broad range
of seals includes many
seal types and configurations,
which can be
tailored to your need and
application.
Robust gearbox
construction
Our rotary lobe pumps are
fitted with a robust gearbox
incorporating heavy-duty
taper roller bearings and
torque locking assemblies
that allow for easy maintenance
and high reliability.
The pump rotors are driven
by a high-precision involute
spline drive.
CIP and SIP
Our rotary lobe pumps
are suitable for use in both
Cleaning-in-Place (CIP)
and Sterilization-in-Place
(SIP) applications.
Standards and
approvals
All of our rotary lobe
pumps are compliant
with the EHEDG, 3A and
FDA hygienic standards.
In addition, our SX and
SRU pumps have ATEX
approval for use in
explosive environments.


SX
The SX is Alfa Laval’s premium rotary lobe pump,
designed for use in sensitive and ultra-clean applications.
With their optimized pump head geometry
and multi-lobe rotors, SX pumps ensure low-shear
operation with minimum pulsation. This makes
them the best choice for maintaining the integrity
of delicate products.
SX pumps feature front-loading mechanical
seals, as well as a profiled gasket system for the
highest level of hygienic sealing. Pump hygiene is
further improved by a low-profile rotor nut, which
enhances the pump cleanability.
Higher surface finishes up to 0.5 Ra are available,
as well as electro-polishing and 3.1 material
traceability.
SRU
The SRU is Alfa Laval’s core rotary lobe pump.
In addition to handling the widest range of
temperatures and pressures, SRU pumps offer the
most extensive options in our rotary lobe pump
portfolio. Their heavy-duty construction and
unparalleled flexibility make them an TYPEered
solution for the most demanding applications.
Among the many SRU options are saddles and
jackets for heating/cooling the pump head and an
integrated pressure relief valve and retangular intet
for pumping high viscosity fluids. A wide selection
of standard seal options is available, together with
proprietary seals to suit most applications.
There are tri-lobe and bi-lobe rotors to choose
from, which can be manufactured from various
materials. Bi-lobe alloy rotors can be used for closer
tolerances and higher efficiencies on low-viscosity
products.
Higher surface finishes up to 0.5 Ra
OptiLobe
The OptiLobe is Alfa Laval’s rotary lobe pump
intended for general applications. Available in an
optimized range with fewer options, OptiLobe
pumps combine cost-effective simplicity with
Alfa Laval quality and reliability.
OptiLobe pumps feature a paint-free design
with front-loading seals and tri-lobe rotors.
They are the latest example of Alfa Laval’s
leadership in innovative design and advanced
manufacturing processes.
Solutions for your application…
Alfa Laval has hygienic pumps for every need, however large or small. Each one is an efficient and
reliable product, designed to carry out its tasks effectively for years on end.
Drawing on experience from a broad range of industries and an even broader range of pumping
applications, we can provide solutions for specialized as well as general demands. From low viscosities
to high, we have both the knowledge and the products to create a solution.
....and service to match
Alfa Laval’s service mission is to bring you expertise, enabling you to achieve the highest level of
performance. With Alfa Laval as your performance partner, you have a trusted local provider for
all your needs – and one that offers all the advantages of a global organization.
Alfa Laval takes care of your basic requirements, such as delivering replacement parts to your
door and keeping your equipment in top condition. But as your local consultants, we also share
our process and equipment knowledge with you. Our expertise in separation, heat transfer and
fluid handling technologies can all be put to good use in optimizing your plant.
 Food and beverages
Food and beverages
Alfa Laval pumps facilitate the gentle and careful processing
of foods and beverages. Their total hygiene ensures product
quality, while their efficient operation provides maximum cost
efficiency. Dairy
Dairy
Alfa Laval pumps supply the impeccable quality needed in
working with dairy products. Their thorough, durable TYPEering
ensures that raw materials are handled with the highest
standards of reliability and hygiene. Brewing
Brewing
With hygienic design and gentle handling, Alfa Laval pumps
provide breweries with effective ways of transferring brewery
products. All brewing stages are catered for, no matter what
the type of brew or the brewing process used. Biopharm
Biopharm
Alfa Laval pumps meet the stringent hygienic requirements
of the biotech and pharmaceutical industries. Several of our
pump ranges are specifically designed for and used in ultrahygienic
applications.
Alfa Laval spare parts
Investing in quality brings you long-term savings. That’s why
investing in genuine spare parts pays off.
With Alfa Laval spare parts, you know exactly what you
get: quality spare parts that are the product of extensive
research and development. Our spare parts are all precisely
TYPEered and manufactured to endure the specific application
for which they were designed.
Moreover, Alfa Laval spare parts are rigorously tested in
our materials laboratory under actual operating conditions.
So you can count not only on the perfect fit, but also on
optimal performance.
Plan your budget and downtime
To get the best possible return on your investment, you must
be able to rely on your equipment. Scheduled preventive
maintenance – with Alfa Laval maintenance programmes,
performance agreements and genuine Alfa Laval spare parts
– allows you to plan both your operating budget and your
downtime
ที่มา http://www.wassertech.net